The stainless steel jewelry casting process usually produces irregularly shaped jewelry, including gothic rings, pendants, bracelets, and other special-shaped pieces. Simply put, a mold is used to solidify the molten steel to obtain a casting, and finally, the mold is polished, electroplated, and assembled into jewelry.

You will Learn in this Post
1. Plate Making
Lost wax casting requires wax plates, and mass production of wax plates requires rubber molds pressed with silver plates. It is the most demanding process in the manufacturing process of stainless steel jewelry. It requires the surface, hollow parts, and back of the silver plate to be smooth and clean, and the structure of each part of the silver plate is reasonable. The parts are pre-processed. You can enter the lost wax casting process after preparing the silver plate.
The main plate-making processes currently in use are hand-engraved wax plates, computer-engraved wax plates, and hand-made silver plates. The three processes have their own advantages and complement each other.
The hand-carved wax plate is to use paraffin to carve out the shape on the design drawing, and then uses the lost wax casting method to pour the silver plate; the computer-carved wax plate is different from the hand-carved wax in that it is a combination of computer 3D software and wax spraying machine, Make a wax model, and then use the lost wax casting method to pour the silver plate; and the hand-made silver plate is the model on the design drawing directly by the plate maker. Because the manual engraving is fast, the engraving process is easy to modify, and the tool loss is relatively small, so it is widely used.
2. Lost wax casting
Lost wax casting, commonly known as inverted mold, is currently an important method for the production of stainless steel jewelry.
(1) Pressing rubber mold
Precautions and process of pressing rubber mold:
1) The stamper frame and the raw film should be cleaned. Do not touch the surface of the raw film directly with your hands.
2) To ensure that there is no adhesion between the original plate and the rubber, the silver plate should be used first, and the copper plate should be silver-plated first.

3) Determine the appropriate vulcanization temperature and time. The two basically conform to a functional relationship, which is related to the thickness, length, and width of the rubber mold and the complexity of the original plate. The temperature of the press mold is usually set at about 150 degrees. If the thickness of the rubber mold is 3 layers (about 10mm), the general vulcanization time is 20-25 minutes. If it is 4 layers (about 13mm), the vulcanization time can be 30-35 minutes. . And so on. At the same time, the vulcanization temperature is also related to the complexity of the original plate. If the original plate is complicated and small, the vulcanization temperature should be lowered and the vulcanization time should be extended.
4) Make sure that there is no gap between the original plate and the raw film when pressing. Fill the gaps, recesses, and stone inlays on the first page with plugs, wraps, and fills, fill them with small rubber particles, and press them with sharp materials (such as tweezers).
5) Preheat first. After the vulcanization time is up, quickly take out the rubber mold. The pressed rubber mold should not be deformed, or smooth, and the waterline should not be skewed. It is best to cool it naturally until it is not hot, and then use a sharp scalpel to open the rubber mold while it is hot. operate.
(2) Open plastic mold and wax injection mold
1) Opening the plastic mold:
The technical requirements for plastic mold openings are very high. Because the quality of the plastic mold directly affects the quality of the wax mold and the metal blank. The tools for opening plastic molds are relatively simple scalpels, tweezers, scissors, needle-nose pliers, etc. The rubber mold usually uses the four-leg positioning method, that is to say. The four feet of the plastic mold are fixed to each other, and the part between the four feet is cut in a straight line or in a curve. Pay attention to the inspection of the opened plastic mold. There should be no defects such as obviously broken flowers, missing corners, adhesions, etc., which may cause defects in the wax mold. Therefore, these defective parts should be repaired, such as cut. For uncut locations, use a wax soldering tool to repair broken flowers and missing corners.
2) Wax injection mold:
After the plastic mold is opened, the wax injection operation can be carried out. The wax injection operation should pay attention to the wax temperature, pressure, and compression of the film and other factors.
The heater and temperature sensor in the wax injection machine can make the wax liquid reach and maintain a certain temperature, usually, the temperature of the wax in the wax injection machine should be kept between 70-75 degrees, this temperature can ensure the fluidity of the wax liquid. If the temperature is too low, the wax liquid is not easy to fill the wax mold, causing the wax mold to be incomplete; on the contrary, if the temperature of the wax liquid is too high, it will cause the wax liquid to overflow from the gap of the wax mold or overflow from the wax injection port, and it is easy to form flashes and bubbles. Or burn your fingers. The pressure in the wax injection machine barrel is provided by an external air pump. The wax sample has more flat surfaces and simple shapes with 0.5-0.8kg/cm air pressure. The wax-like wall is thinner, with more stone inserts and narrow gaps, 1.0-2.0 kg/cm. The waxing time is 4 seconds for large wax samples and 2 seconds for fine wax samples.
Wax injection: Before wax injection, the rubber mold should be opened first to check the integrity and cleanliness of the rubber mold. If it is a used plastic mold, you should spray a dewaxing agent (a small amount of talcum powder can also be sprinkled) into the plastic mold, especially at the small and complicated positions at the beginning, to facilitate the removal of the wax mold. Dewaxing agent and talc powder cannot be used at the same time, too much talc powder is not available, so as not to cause a rough surface of the wax holder. One shot of stone powder can pick up 3-6 wax pieces. Then preheat the wax injection machine, turn on the air pump, and adjust the pressure and temperature.
When injecting wax, start the vacuum pump to check whether the temperature of the wax is between 70 and 75 degrees, check the air pressure and adjust the wax injection time according to the complexity of the wax in the rubber mold, and then clamp the rubber mold in the splint with both hands. The distribution of fingers should make the rubber mold evenly pressed; push the nozzle of the rubber mold parallel to the wax injection nozzle, hold the wax injection nozzle firmly, and hold the wax injection switch gently with your foot and release it immediately. The indicator light turns from yellow to red and then to green, indicating that the wax injection process has ended, and the plastic mold can be moved away from the wax nozzle. Put the rubber molds in the order of wax injection. When 6-7 rubber molds are continuously injected, the first rubber mold can be opened (if the rubber mold has a bottom, the bottom of the mold should be pulled out first), and the wax mold should be taken out, And so on. When taking a mold, you must pay attention to the technique to avoid broken and deformed wax parts. After the wax mold is taken out, check it carefully. If there are problems such as missing edges, broken claws, deformation, severe flashing, or multiple bubbles, such wax molds are a waste. If there are some very small defects, the wax mold should be trimmed.
①Wax injection material: blue model paraffin, the melting temperature is around 60℃, and the wax injection temperature is around 65℃.
②Wax injection tool: wax injection machine, there are two kinds of air pressure type and vacuum type. The vacuum type can vacuum the film first, and then inject wax into the film; the wind pressure type directly injects wax into the film.
3) Trimming wax patterns and planting wax trees
Trimming wax mold: Generally, there are more or fewer problems with the wax mold taken out after wax injection. For flashing, multiple edges, pinch marks, unclear flower heads or overlapping edges, and other defects, you can use a surgical blade to repair them; for sand holes, broken claws can be repaired with a wax soldering device; small holes can be penetrated with soldering needles; The deformation of the wax model can be corrected in hot water at 40-50°C. If your hand is wrong, you should change the finger circle directly when repairing the wax.
Planting wax trees: In a certain order, the prepared wax molds are welded on a wax stick in layers along the circumferential direction with a wax welder, and finally, a wax tree with a shape similar to a big tree is obtained.

The first step in planting wax trees is to dip the head of the wax stick in some melted wax liquid and insert it into the recessed hole of the chassis while it is hot;
In the second step, the wax pattern is welded to the wax rod layer by layer. Generally, starting from the head of the wax stick, this top-down method can prevent the melted wax from dripping on the welded wax mold and avoid unnecessary rework.
The basic requirement for planting wax trees is that the wax patterns should be arranged in an orderly manner. The 45° included angle between the wax pieces and the wax rods is the most convenient for casting. There is no contact between them, and as many wax patterns are welded on the wax trees as possible to meet the requirements. The need for mass production.
(3) Pouring plaster and baking plaster
Gypsum filling: Put the planted wax tree and the base plate together with a stainless steel tube; mix the corresponding weight of gypsum powder and water to form a gypsum slurry. After the first vacuum, the gypsum slurry is slowly injected along the inner wall of the steel bell. Never pour gypsum slurry directly on the wax tree. Until the gypsum slurry is about 1cm below the wax tree, a second vacuum is performed. Then leave it naturally for 12-24 hours to ensure the solidification of the plaster.
Baking plaster:
The baking of plaster molds is an important process to ensure the normal progress of casting. Its main functions are dewaxing, drying, and casting heat preservation.
In general, the dewaxing temperature is 0-250°C, and the holding time is 1.5-2 hours; the drying temperature is 250-600°C, and the holding time is 2-3 hours; the midway heating is 600-900°C, and the holding time is 2 -3 hours; the casting temperature is 900-1000℃, and the holding time is 2-4 hours.
The general baking process is: first preheat the electric furnace to the starting temperature, and put the gypsum mold nozzle down into the furnace to facilitate the wax liquid to flow out and evaporate. After one hour of constant temperature in the initial constant temperature zone, the temperature is gradually increased and kept constant at an interval of 1-2 hours. Note that the heating (or cooling) speed should be kept at 100-200℃/hour, otherwise heating up too fast will easily cause cracks in the plaster mold, which may cause damage or scrapping of the plaster mold. If the temperature is too slow, it is easy to cause leftover wax or incomplete drying of the plaster mold, which affects the quality of the casting. The baking time of the plaster mold mainly depends on the size and complexity of the steel tree and can be adjusted according to the specific situation.
(4) Steel melting and casting

Stainless steel smelting is not only a simple melting but also includes a smelting process, so that the temperature, chemical composition and purity of the metal poured into the mold meet the expected requirements. For this reason, during the smelting process, a quality control inspection process is required, and the purity of the liquid metal must meet the pouring requirements before pouring can be allowed. At the end of the baking of the plaster mold, the stainless steel began to melt and remained molten. After the plaster mold is insulated, inject the stainless steel liquid from the nozzle to complete the casting.
(5) Frying, washing, and cutting of plaster molds
After casting, the plaster mold is in a high-temperature state. After it is taken out of the casting machine, it is naturally placed for 30-60 minutes, and then placed in cold water for frying and washing.
After the gypsum burst due to shrinkage, take out the steel tree, brush away the large pieces of gypsum with a steel brush, spray the steel tree with a high-pressure cleaning spray gun, remove the remaining gypsum, until the surface of the steel tree is clean, and place the fittings on the steel tree along the bottom of the nozzle Cut it out or cut it with a cutting machine, put it in a roller for 20-30 minutes, take it out, clean it and electrolyze it, and then deliver it to the warehouse or go to the next process.
(6) Moulding and inlaying
The grasping craft of stainless steel jewelry refers to the crafting link after the lost wax casting and before the inlay. Due to the shrinkage cavity and deformation caused by casting, the appearance of the mold usually has problems such as trachoma, peaks, heavy edges, dents, or even fractures, which need to be repaired and corrected. The usual process sequence is: shaping-grinding nozzle-checking and repairing welding cracks, trachoma-correcting shape-sanding paper (or rubber wheel).
(7) Polishing
Polishing is the most important part of the surface treatment process of stainless steel jewelry. It is an important process in the production of stainless steel jewelry. The surface of the polished jewelry should be extremely bright, giving people dazzling beauty. Only when the mirror surface is shiny can it attract The customer’s gaze.
Polishing is the general term for smoothing and polishing the surface of stainless steel jewelry. Polishing can only be performed after the scratches, burrs, burrs, etc. on the surface of the stainless steel jewelry are completely polished.
The grinding and polishing of stainless steel jewelry usually use “purple wax” and “green wax”. “Purple wax” is a relatively coarse abrasive, which can quickly remove sandpaper scratches or small scratches. If used correctly, it can grind the metal surface very smoothly, but it still lacks a little brightness. “Green wax” can throw light out of the metal, and its role is only to polish. In fact, the heat generated by high-speed friction can soften the metal surface and fill the smallest scratches to a very smooth level. There is a shiny effect.
The operation method of the polishing process:
①Turn on the polishing motor, and use the power of the motor shaft to rotate and install the polishing wheel. After tightening, apply the polishing wax to the polishing wheel, so that the polishing can begin.
②The first is rough throwing. Rough polishing is to first throw away the file marks, pliers marks, burrs, and black oxide layer left by welding on the surface of the stainless steel metal bracket. Try to polish the metal bracket as flat, coordinated, smooth, and smooth as possible. However, it should not be too strong or polished too hard. It will be difficult to restore its appearance if depression is left on the surface of the metal bracket. Rough polishing is the basis of medium polishing and fine polishing. If it fails to meet the requirements, it will affect the later polishing and directly affect the quality of the jewelry.
③Polishing has certain skills. The polishing technique of the polishing operator will also affect the polishing quality. If the polishing operation technique is not correct, it is impossible to polish the product. Generally speaking, when polishing, try to make the product parallel to the polishing wheel, hold the product with both hands and follow the direction of the wheel from top to bottom. If the polishing technique is incorrect, the polished product can easily be ejected from the high-speed polishing wheel (commonly known as “fighting a plane”). For example, the polished product is small in size (such as chest drop, or ear studs), and a metal can be prepared. The hook made of silk keeps the product polished with the left hand. When polishing, avoid jumping polishing and uneven force. If there is a jumping phenomenon, it may be that the polishing wheel is not on the axis, or the polishing wheel is not round, and it is more likely that it is a gesture problem. Find out the cause and solve the problem.
④ Any stainless steel jewelry must be polished after rough polishing, so as to make the surface of stainless steel jewelry smooth. Fine polishing is further polishing on the basis of rough and medium polishing to make the surface of stainless steel jewelry more smooth and smooth, and achieve a mirror reflection effect. . However, its polishing friction contact surface is small, and the force should not only be small but also uniform during polishing.
The quality standard of stainless steel jewelry polishing process:
①The surface is smooth and mirror-like, the sanding surface is uniform, the lines are obvious, and the direction should be one-to-one;
②The diamond inlay is firm and smooth, and the circumference is beautiful. The claws, teeth, and edges should be neat and smooth to keep the diamond perfect.
③The shape, the overall beauty, the overall coordination and symmetry, the alternate face lines, clear layers, prominent themes, and a strong sense of three-dimensionality.
④Rings have no cutting marks, sandpaper marks, sand holes, etc. The thickness of the ring is uniform, the width of the ring is smooth, and the edge of the ring is smooth. Turn or turn to be flexible.
⑤Pendant pendants are coordinated as a whole, smooth, without pitting, barbs, or sharp angles.
⑥The length and thickness of the pins of the earrings are in line with the production requirements, the welding is firm, and the tightness of the ear buckle is moderate.
⑦The pendant face of the earrings is forward, the pendant chain has no welding marks, and the overall coordination is beautiful.
⑧The links of bracelets and necklaces are welded firmly, without barbs and weld marks; the overall stretch is smooth, and the vertical and horizontal are consistent.
⑨The elasticity of the buckle is appropriate, and the elasticity of the shrapnel is appropriate, which is convenient for taking off and wearing.
(8) Several common post-processing technologies
①Batch flowers
“Bihua” is to carve various patterns on a metal or alloy substrate with a rotating knife, so it is also called “carving”. Install the “carving knife” used for carving on the patterning machine, and the “carving knife” will rotate at a high speed after the machine is turned on, and the jewelry parts will be continuously adjusted by the manual lever so that each part of the jewelry will be engraved with the set patterns.
②Laser processing
The “laser laser” process is to generate a high-energy continuous laser beam by a laser generator and uses a high-energy-density laser to locally irradiate the workpiece, and convert the light energy into heat energy so that the surface material is melted instantaneously, and even the surface material is vaporized Or the color changes to form graphic marks.
The laser can print a variety of characters, symbols, patterns, etc., and the size of the characters can range from millimeters to micrometers, which has special significance for the anti-counterfeiting of products.
The focused ultra-fine laser beam is like a tool, which can remove the surface material of the object point by point. Its advanced nature is that it is marked as non-contact processing, and does not produce mechanical extrusion or mechanical stress, so it will not damage the processed item; because the laser After focusing, the size is small, the heat-affected zone is small, and the processing is fine. Therefore, some processes that cannot be achieved by conventional methods can be completed.
The “tool” used by the laser is the focused light spot. No additional equipment and materials are needed. As long as the laser can work normally, it can be processed continuously for a long time. The laser processing speed is fast and the cost is low.
Laser processing has no pollution source and is a clean and pollution-free high environmental protection processing technology.
③Etching
Etching techniques can be divided into two categories: “wet etching” and “dry etching”.
Generally, etching is also called optical etching, which refers to the removal of the protective film of the area to be etched after exposure to plate making and development, and contact with chemical solutions during etching to achieve the effect of dissolving and corroding, forming unevenness or hollowing out.
Wet etching is to use of a suitable chemical solution to etch away the part of the material that is not covered by a photoresist (photosensitive film) to reach a certain engraving depth.
④Sandblasting
The sandblasting process is to blast the surface of the metal ornaments according to the design requirements to make the polished surface of the metal ornaments form a sharp contrast to enhance the aesthetics of the line art of the ornaments.
There are two types of blasting processes: one is dry sand and the other is water sand.
The main tools required for sandblasting
Sandblasting machine; air compressor; emery (quartz sand); protective tape or protective wax.
Steps
1. Seal the polished and cleaned trim parts that do not require sandblasting with a protective wax or protective tape protection. When sticking protective tape or spotting protective wax, the lines should be smooth and neat.
2. Select the appropriate thickness of emery as required and place it in the sandblasting machine. Then adjust the required air pressure.
3. Hold the jewelry blank, put the part that needs to be sandblasted into the sandblasting machine, aim at the sandblasting machine’s sand outlet, open the air pressure valve, and spray the emery on the metal trim by air pressure until it meets the requirements. The blasting position must be complete and uniform in order to achieve the effect.
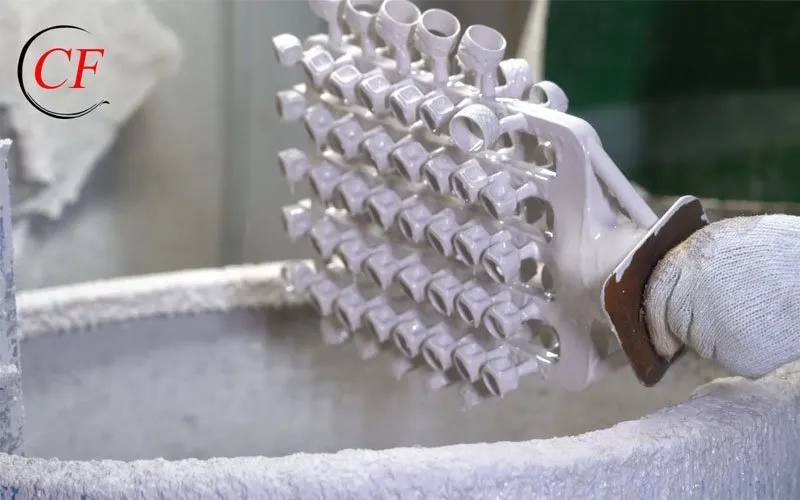
⑤Plating
After the stainless steel jewelry is processed and formed, the color on its surface is the natural color. However, sometimes it is necessary to change the color of its surface in order to achieve special effects. This requires surface treatment of the jewelry-electroplating.
Electroplating is a more complicated process. It not only plays the role of protecting the surface of the ornament but also makes the surface of the ornament more beautiful.
The basic quality requirements for the electroplating layer:
1. It is firmly bonded to the base metal and has good adhesion.
2. The coating is complete, the crystallization is fine and compact, and the porosity is small.
3. It has good physical, chemical, and mechanical properties.
4. There must be a coating thickness that meets the requirements of the standard, and the coating distribution must be even.
⑥Electrolysis
Electrolysis is mainly to improve the surface roughness of stainless steel jewelry through the combined action of the current of the positive and negative electrodes and the electrolyte, so as to achieve the purpose of a bright and smooth surface of the workpiece.
Electrolytic polishing can achieve a mirror-level gloss, and the production of a passivation layer on the surface can effectively improve corrosion resistance. The polishing efficiency is high, the quality is good, and it can be polished to a mirror surface in a few minutes.
We manufacture stainless steel cast rings
We provide customized service, free design, free samples, and insurance shipping, contact us now, and we will reply to you within 12 hours.
